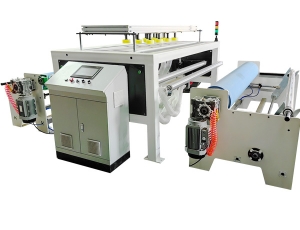
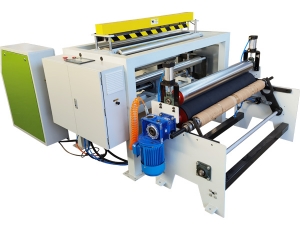
薄膜点断机安装调试与日常维护要点
薄膜点断机是包装行业中用于塑料薄膜、复合膜等材料点断切割的关键设备,广泛应用于垃圾袋、保鲜袋、食品包装膜等产品的生产。其安装调试的规范性与日常维护的及时性,直接影响设备运行效率、产品质量及使用寿命。以下从安装调试与日常维护两方面,梳理核心要点:
一、安装调试要点
1. 安装前准备
- 场地要求:选择平整、干燥、通风的车间区域,预留足够操作空间(设备周围至少1.5米通道),避免阳光直射或潮湿环境。地面需能承受设备重量(通常1-3吨),必要时铺设防滑垫或加固地基。
- 电源与接地:确认设备额定电压(如380V三相电)与车间电源匹配,安装独立空气开关;严格做好接地保护(接地电阻≤4Ω),防止静电或漏电事故。
- 工具与材料:准备水平仪、扭矩扳手、螺丝刀、润滑油、绝缘胶带等工具,以及待加工的薄膜样品(用于调试验证)。
2. 设备组装与定位
- 机架就位:将机架放置于预定位置,用水平仪校准水平(误差≤0.5mm/m),通过调节地脚螺栓固定。
- 部件安装:依次安装放卷架(确保与牵引机构中心对齐)、牵引辊(平行度误差≤0.1mm)、点断切割装置(刀片与薄膜接触角度保持90°)、收卷架(与牵引辊轴线一致)。注意各部件连接螺栓需按说明书扭矩紧固。
3. 电气与气动连接
- 按电路图连接电源线、控制线及传感器(如张力传感器、位置传感器),检查线路无松动或破损;若设备含气动元件(如切割压力调节),需连接压缩空气管路,确保气压稳定(通常0.4-0.6MPa)。
4. 调试与验证
- 空载试运转:断电状态下手动转动各传动部件(如牵引辊、收卷轴),确认无卡滞;通电后启动设备,低速运转5-10分钟,观察有无异响、振动或异常温升。
- 参数设置:根据薄膜材质(如PE、PP)和规格(厚度0.01-0.1mm),调整牵引速度(10-50m/min)、点断间距(5-50cm)、切割压力(以切断薄膜但不损伤底层为标准)。
- 精度校准:用标记纸测试点断位置偏差(≤±1mm),若偏移需调整切割装置的横向位置;检查点断深度,避免出现“未切断”或“切穿底层”问题。
- 试生产验证:使用实际薄膜样品连续生产10-20卷,检查点断效果(易撕性、无毛刺)、收卷整齐度(边缘偏差≤2mm),根据结果微调参数。
二、日常维护要点
1. 每日维护
- 清洁:用干布擦拭设备表面、导轨及刀片周围的灰尘与薄膜碎屑;清理放卷架、收卷架上的残留薄膜。
- 检查:确认各紧固件(螺栓、螺母)无松动;检查刀片锋利度(若出现毛边需及时研磨);观察传动带/链条张力(以按压下沉2-3mm为宜)。
- 润滑:对导轨、轴承、齿轮等运动部件涂抹专用润滑油(如锂基脂),避免干摩擦。
2. 每周维护
- 深度清洁:拆除切割装置防护罩,清理刀片与刀座间的积垢;清洁张力传感器表面,确保信号准确。
- 部件检查:检查气动元件(如气缸、电磁阀)有无漏气;测试急停按钮是否灵敏;检查收卷张力控制系统是否稳定。
3. 每月维护
- 电气检查:打开电气柜,清理灰尘;检查线路接头有无氧化,更换老化电线;测试电机绝缘电阻(≥0.5MΩ)。
- 易损件更换:更换磨损的传动带、密封圈或轴承;研磨或更换刀片(通常刀片寿命为1-3个月,视使用频率而定)。
4. 季度维护
- 全面校准:重新校准点断间距、牵引速度与切割压力;检查设备水平度,调整地脚螺栓。
- 齿轮箱维护:更换齿轮箱润滑油(按说明书型号,如46号液压油);检查齿轮磨损情况,必要时更换。
5. 维护安全注意事项
- 所有维护操作需断电、断气,悬挂“禁止操作”标识;
- 更换刀片时使用专用工具,避免割伤;
- 避免用水直接冲洗设备,防止电气短路。
三、常见问题及解决
- 点断不清晰:原因可能是刀片磨损、压力不足或速度过快。解决:更换刀片、增大切割压力、降低牵引速度。
- 薄膜跑偏:牵引辊平行度偏差或放卷张力不均。解决:调整牵引辊平行度、优化放卷张力控制器参数。
- 收卷不整齐:收卷轴张力不稳定或导辊偏移。解决:校准收卷张力、调整导辊位置。
结语
薄膜点断机的安装调试与日常维护是保障生产效率与产品质量的核心环节。企业应建立完善的维护制度,定期记录设备运行状态,及时处理异常问题,以延长设备寿命,降低生产成本。通过规范操作与精细化维护,可确保设备始终处于更佳运行状态,为包装生产提供可靠支撑。