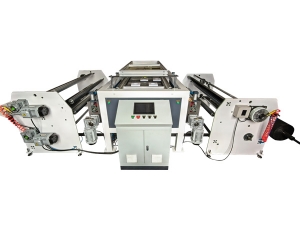
地膜打孔机采用了电脑型设备,人机界面、直接在触摸屏上设定工作模式,简单直观:用特别光源能自动识别高反光,高黑度等材料上的圆形图,冲孔时由设备上的压脚压平被冲孔的薄膜,工作时可分别在8寸电脑屏或冲孔处直接观看冲孔实况,可提供特异化设置,电脑系统可升级,提高工作效率。冲孔厚度:0.01mm-2mm(视材料而异)较大加工尺寸:1200mm×650mm 显示屏:8寸液晶屏,工作模式:人机界面,直接在电脑触摸屏上设定工作模式,选定要冲的孔图。
为了能够更加好的发挥出地膜打孔机的性能,在维修时还需要更换调整垫块或垫片来缩短行程余量。在薄膜打孔机的故障解决过程中,有时候是需要将设备进行拆卸检查和维修的,此时由于气缸,连杆,传动箱等设备部件的众多螺栓都是具有转矩要求的,拧多少圈都是有专门规定的。假如认为多拧几圈会可靠的话反而会容易发生螺栓折断或者螺纹滑扣的情况。
地膜打孔机位置偏移时怎么办
发现打孔机位置有偏移时,不能用机器敲打,不能用力锤。建议使用气压:5-7kg/㎝2。使用完后,先把打孔机表面擦干净,特别要将冲头以下模部位檫拭干净。在冲头与下模部位加上润滑油,将冲头压至低位置,以便让刀口与下模不受损伤。同一型号的针板在不同布进速度状态下有着截然不同的布面针刺效果,任何一种型号的针板有其较为理想的布进速度范围,它是我们选择针板型号的依据。不同的针刺产品、针刺密度、布进速度范围,应选择不同的针板;预针刺、主针刺、修面针刺应选用不同型号的针板,绝非一块针板能适应所有针刺产品。
在地膜打孔机使用前,要检查冲头部位有无其他的东西,特别是刀口与下模部位,勿让杂物附砸在冲头和下模上面。检查完后,要给冲头加适量润滑油(即冲头与导套接触部位),注意要将刀口上的油用布擦拭干净,以免残渣附在刀口上。建议润滑油:衣车油、纯机油或黄油。
打孔机持续工作时,至少每小时要加润滑油一次或换新油一次,以使冲头与导套保持润滑。使用时,要对打孔机上的残渣及时清理,特别是下模残留物,清理干净后再开机。